想要一睹铸铁闸门-插板铸铁闸门专注生产制造多年产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:黄冈蕲春铸铁闸门-插板铸铁闸门专注生产制造多年的图文介绍


将启闭机中心与平台上的十字线相对应,用水平仪调平启闭机底板后与预 埋钢板点焊,将丝杆的下端与闸门吊耳就位,穿入销轴,复查丝杆的垂直度误差小于1/500mm,全长累计小于5mm,然后将启机底板与预预埋板焊固。 12. 将轴导架架体安装到位,与预套在丝杆的套管用螺栓紧固,注意轴导架管 与丝杆同心,尤其下部一个轴导架到闸门吊耳的距离应大于闸门口径。其余轴导架在闸门的启闭过程中不得与丝杆连接套相碰。 13. 将启闭机护罩就位,用螺栓紧固在启闭机顶部。 五、调试 1. 闸门调试工作需在二次灌浆完全凝固后方可进行。 2. 手动启闭机手动操作13个全行程,操作中应无卡阻现象,方可投入运行。 3. 电动启闭机在接电运行前,必须按所配套电动装置要求将行程限位开关和 过力矩保护开关正确接线后方可进行,打开电动装置外壳按下述顺序操作: a) 闸门处于全闭位置时(留有30~50mm余量),将关行程开关调整到位。 b) 手动打开闸门至全开位置(闸门较大时可接通电临时电源,点动至接近 全开到位,再手动操作到位),将开到位行程开关调整到位 c) 按电气原理图要求正确接线,上述操作请参照随机提供的阀门电动装置 说明书中的相关章节执行。 d) 电动操作1~3个全行程,观察运行情况,在闸门关到位、开到位时行 程限位装置应准确动作。 4. 在闸门操作过程中,注意门体应运行平缓关到位时应无左右倾斜、卡阻, 当出现左右倾斜或单侧卡阻现象时应调节闸门框两侧的斜楔压紧装置的位置,直至正常为止。 5. 上述调整结束后即可进行通水试验。 六、使用维护及注意事项 1. 使用前应在丝杆上涂沫适量钙基或铝基润滑脂,投入使用后,每3~6月检 查涂沫一次,使用频繁时,每月检查涂沫一次。 2. 电动启闭机采用0#板锂润滑脂或相应《阀门电动装置说明书》中要求的没 润滑脂,每年检查添加一次。 3. 手动启闭机(手轮式和手摇式)均为逆时针开闸门,顺时针关闭,操作时 应注意方向,闸门关到位后不得再用力操作,以防顶弯丝杆。 4. 电动启闭机在进行手动操作时,应将切换手柄扳至手动位置,手动完毕后 不得再将手柄扳回,电动时会自动切换。 5. 电动启闭机外壳进行接线调试工作不得在雨天进行,调整完毕后将外壳盖 好,并注意密封效果,开盖调试工作应即开即调,不得开盖后隔宿调试。 6. 电动启闭机均为短时工作制,连续调试时间不得太长。 7. 即使不常使用的闸门,建议至少每月运行一次。 8. 闸门安装后严禁在门体打开状态下进行二次灌浆。 9. 不得在闸门安装后沿未安装启闭机前进行通水试验。 10. 闸门安装时应注意承受的水压方向,单向闸承受的反向水压不得超过规定 值。 11. 闸门通常为铸铁或球墨铸铁制品,抗腐蚀能力较好,通常2~3年对其进行 一次防腐工作。当介质的腐蚀性较大时,应按具体情况确定防腐周期。



耀禹水利机械厂(蕲春县分公司)主营: 底轴液压闸门。目前我公司的 底轴液压闸门可以按用户要求的其他标准安排生产。 底轴液压闸门年产量大,已销往国内各省以及欧洲、中东、东南亚等和地区。公司成立以来,一贯奉行质量di yi的宗旨。现我公司有大量 底轴液压闸门现货,将以优惠的价格,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施以人为本的现代化管理体制,注重提高员工的整体素质,以确保生产的专业化,产品的高质量。本厂承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。

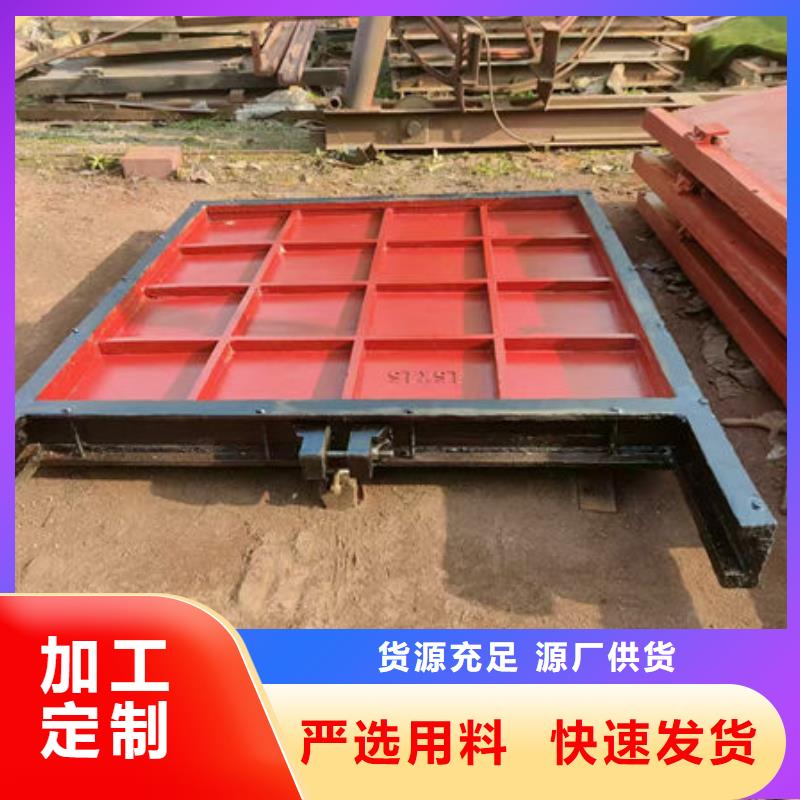
技术要求 铸铁闸门应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。 1 铸件 1 灰铸铁的机械性能应符合GB 9439规定。铸造铜合金的机械性能应符合GB 1176规定。 2 铸铁件表面所附有的型砂、氧化皮、冒口、浇口和多肉等应干净。 3 主要铸铁件(如门框、门板和导轨)应时效处理。 4 铸件不允许有裂缝、疏松和浇不足等缺陷。如有气孔、缩孔和渣眼等缺陷时应补焊与修整,但必须保证铸件质量。 5 铸件的铸造偏差应符合GB 6414规定。 2 主要构件 门板 1 门板应整体铸造,闸孔在400mm及其以上时应设置加强肋。 2 门板应按 工作水头设计,其拉伸、压缩和剪切强度的系数不小于5,挠度应不大于构件长度的1/1500。 3 门板的厚度应在计算厚度上增加2mm的腐蚀裕量。4 闸孔尺寸在600mm及其以上时,门板的上端应设置安装用吊环或吊孔。 2 门框 2.1 门框应整体铸造,在 工作水头下,其拉伸、压缩和剪切强度的系数不小于5。 2.2 门框的厚度应在计算厚度上增加2mm的腐蚀裕量。 2.3 对于墙管连接式圆闸门,其门框法兰的连接尺寸应符合GB 4216.2的规定,法兰螺栓孔应在垂直中心线的二侧对称均布。 2.4 法兰螺栓孔d0的轴线相对于法兰的孔轴线的位置度公差Φt应符合表3的规定 2.5 墙管式闸门与墙管连接之间应设有止水垫片,其垫片应符合GB 4216.9及GB 4216.10规定。 2.6 墙式闸门与墙面接合的门框表面,应保持平整。 2.7 门框(含导轨)的任一外侧应机加工一条与导轨平行且贯通的垂线作安装闸门基准。 导轨 导轨应按 工作水头设计,其拉伸、压缩和剪切强度的系数不小于5。在门板开启到 位置时,其导轨的顶端应高于门板的水平中心线。 导轨可用螺栓(螺钉)与门框相接,或与门框整体铸造。 密封座 密封座应分别置于经机加工的门框和门板的相应位置上,用与密封座相同材料制作的沉头螺钉紧固。在启闭门板过程中,不能变形和松动,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于3.2 μm。 密封座工作表面不得有划痕、裂缝和气孔等缺陷。








 扫一扫
扫一扫