


 扫一扫
扫一扫





聊城酸洗钝化无缝钢管厂家动态
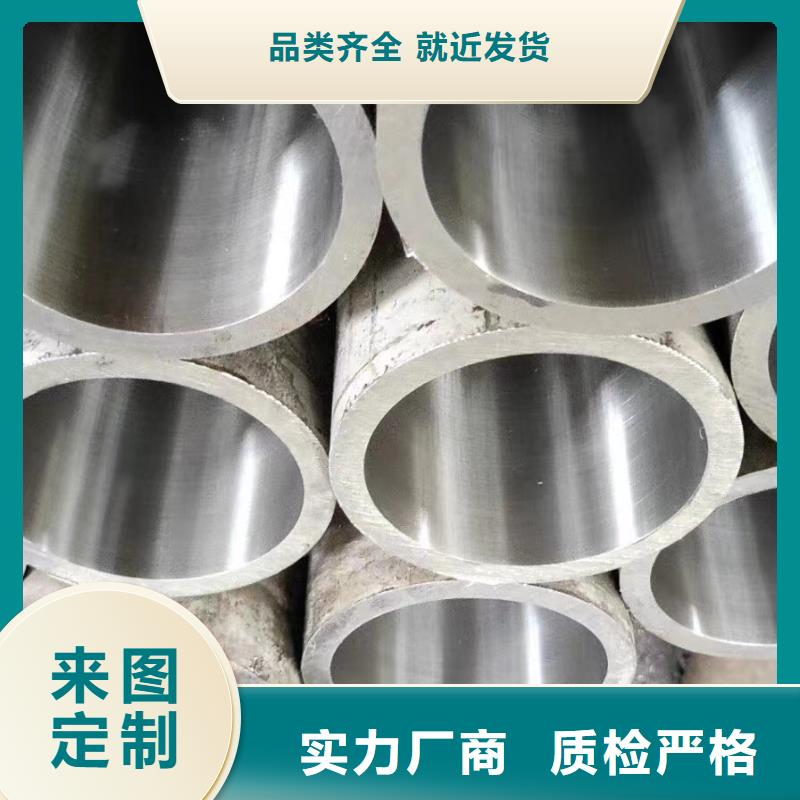
酸洗钝化无缝钢管工艺流程
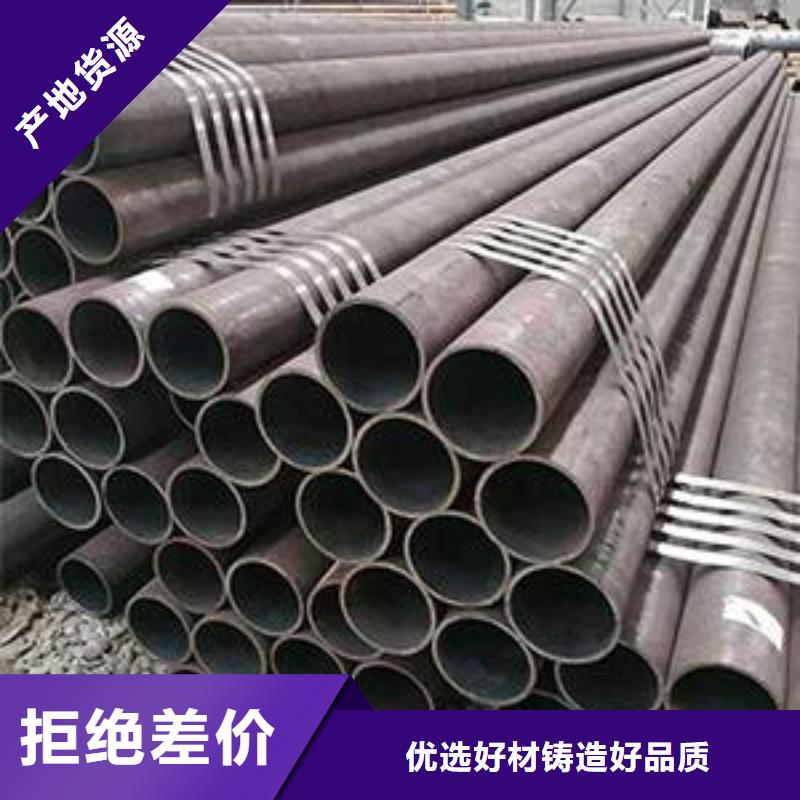
无缝钢管酸洗钝化无缝钢管 次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。
一般低碳钢是不需要退火的, 次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。******质量要求高的做酸洗钝化处理。
酸洗处理产品特点优势:
1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率
2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。



厂家直营大型工厂甄选GB5310高压锅炉管原材料无中间商

规格多样多种GB5310高压锅炉管规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制GB5310高压锅炉管

贴心售后GB5310高压锅炉管发货迅速多年行业经验值得信赖

技术支持:s797.com